Soda Ash vs Baking Soda: Essential Industrial Chemical Guide
In industrial chemical selection, understanding the distinction between soda ash (sodium carbonate) and baking soda (sodium bicarbonate) is crucial for process optimization. While these compounds share sodium-based chemistry, their properties and industrial uses differ significantly.
Core Chemical Comparison
Fundamental Chemical Properties
Molecular Structure Analysis
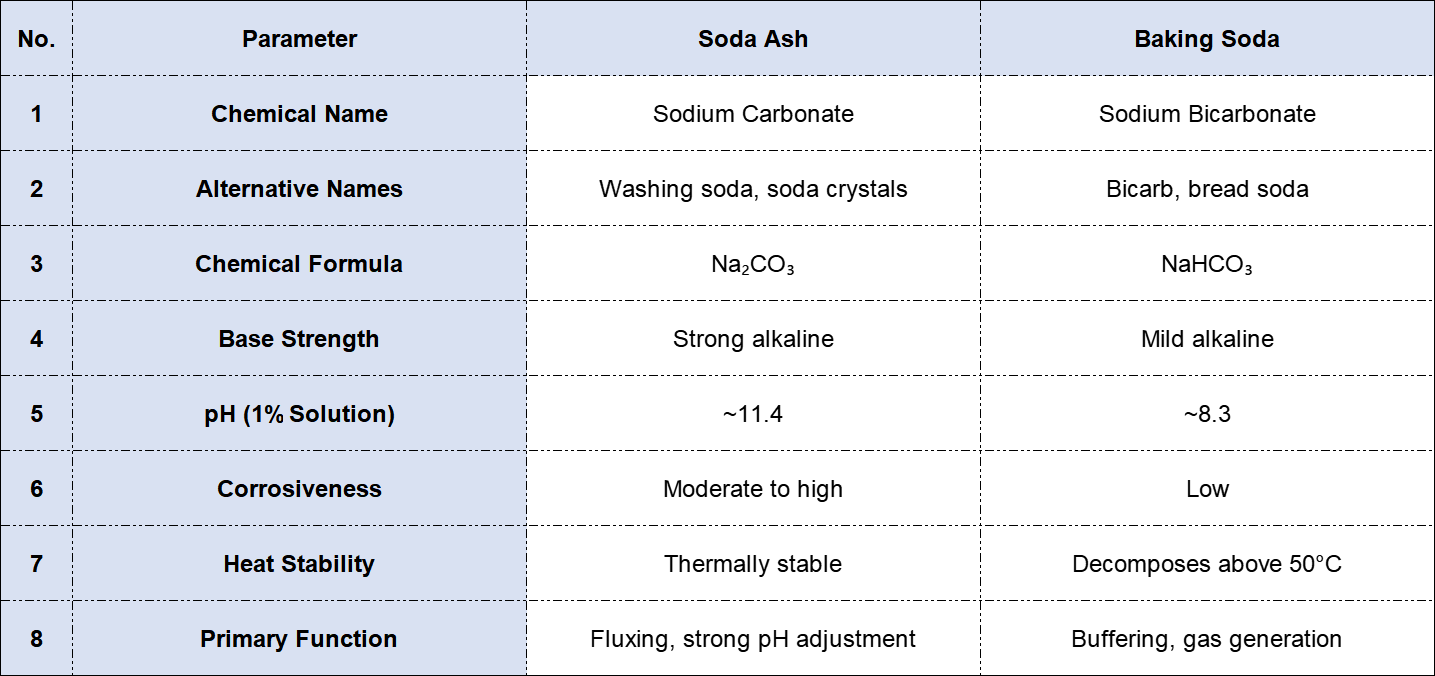
The essential distinction lies in chemical composition. Sodium bicarbonate contains an additional hydrogen atom that sodium carbonate lacks, creating different reactive characteristics. This structural difference explains why one compound decomposes under heat while the other maintains stability.
Alkalinity and Reactivity Profiles
Sodium carbonate serves as a strong base, capable of creating substantial pH increases and effectively neutralizing strong acids. This property makes the material suitable for applications requiring significant alkalinity adjustments. In comparison, sodium bicarbonate functions as a weak base, ideal for gentle pH modification and maintaining stable levels through buffering action.

Thermal Behavior Characteristics
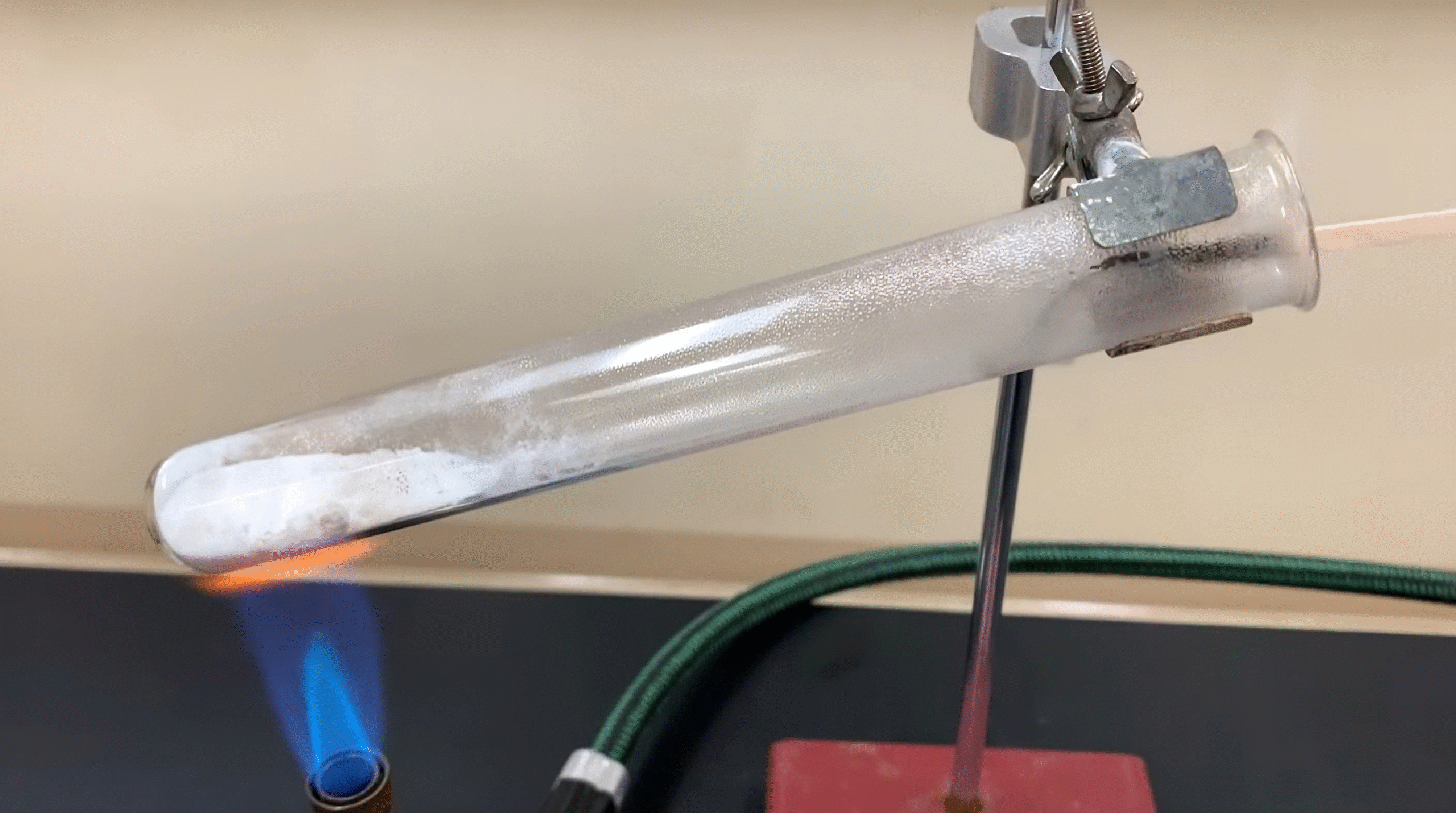
The heating response reveals another critical differentiation. Sodium bicarbonate breaks down when heated above 50°C, releasing carbon dioxide gas—a characteristic that makes it valuable in multiple industries. Conversely, sodium carbonate maintains structural integrity even at elevated temperatures, making it essential for high-temperature processes.
Industrial Applications Overview
Primary Uses for Soda Ash
Glass Production: This compound serves as the primary flux in glass manufacturing, significantly reducing silica’s melting point and energy consumption.
Chemical Manufacturing: As a fundamental raw material, sodium carbonate is essential for producing various industrial compounds.
Water Treatment: Municipal and industrial facilities rely on this alkaline material for pH correction and corrosion prevention.
Cleaning Industry: The strong alkalinity enables effective saponification in soap production and enhances cleaning power in industrial detergents.



Key Applications for Baking Soda
Food Manufacturing: As a reliable leavening agent, this substance causes dough expansion through CO₂ release during thermal processing.
Pharmaceutical Sector: The mild properties of sodium bicarbonate make it suitable for medicinal formulations and personal care products.
Safety Systems: This compound serves as the active component in fire suppression equipment and environmental control technologies.
Agricultural Applications: It functions effectively as a nutritional supplement and odor management solution in farming operations.



Selection Guidelines
Critical Decision Factors
Choosing between these industrial materials requires careful evaluation of operational requirements:
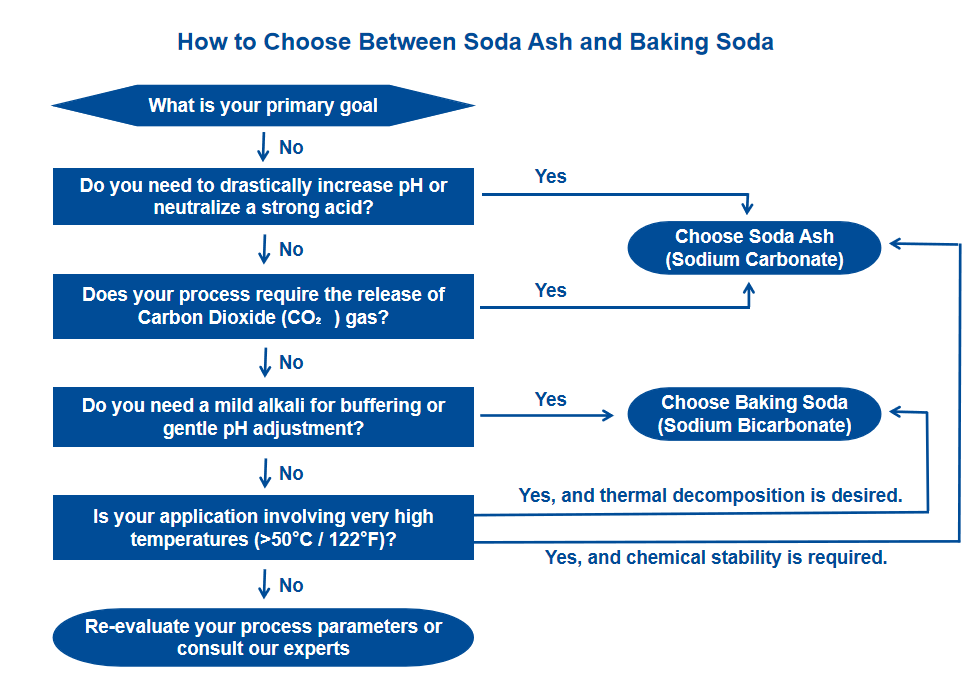
pH Management:
Select soda ash for aggressive pH elevation and strong acid neutralization
Choose baking soda for moderate pH adjustment and buffering applications
Gas Generation Requirements:
Sodium bicarbonate is preferable when carbon dioxide release is necessary
Sodium carbonate maintains chemical integrity without gas emission
High-Temperature Processing:
Soda ash delivers reliable performance in thermally intense environmentsBaking soda proves advantageous where controlled decomposition is beneficial
Practical Application Guide
Opt for Soda Ash When:
Glass manufacturing processes
Concentrated acid neutralization
Chemical synthesis operations
Water treatment requiring substantial pH elevation
Choose Baking Soda For:
Food production applications
pH stabilization requirements
Fire protection systemsOperations needing controlled gas release
Conclusion: Informed Material Selection
Understanding the distinct characteristics of these industrial compounds is essential for process optimization and quality control. While baking soda offers gentle alkalinity and gas-releasing properties, soda ash provides robust alkaline conditions and thermal stability.
Our company supplies high-quality soda ash with consistent purity and reliable delivery for industrial clients worldwide. Our technical team can help identify the optimal chemical solution for your specific operational requirements.
Next Steps:
Need application guidance? Our specialists provide complimentary consultations
Require quality verification? We offer sample testing programs
Ready to proceed? Access our comprehensive product information
Contact us today to ensure optimal material selection and learn how our quality soda ash can enhance your operational efficiency and product performance.