Industrial Sodium Bicarbonate Safety Guide
The safe management of industrial sodium bicarbonate is a cornerstone of efficient and reliable production. For plant managers and procurement specialists, improper handling can lead to costly downtime, compromised product quality, and safety risks. This essential safety guide provides actionable best practices for the storage, transport, and handling of sodium bicarbonate, ensuring you protect your investment and maintain seamless operations.

Why Proper Management Matters
Sodium bicarbonate, while stable, is slightly hygroscopic. Neglecting proper protocols can trigger a chain of issues: moisture absorption leads to caking and hardened lumps, which disrupt automated feeding systems, cause inaccurate dosing, and create significant production bottlenecks. In sensitive applications—from flue gas desulfurization to food processing—this inconsistency directly impacts efficacy and final product quality. Implementing a rigorous safety guide is not just about compliance; it’s a strategic practice for supply chain resilience.
Part 1: Storage Protocols – Preserving Product Integrity
The primary goal is to maintain the material’s physical properties as received. Controlling environmental factors is critical.
Moisture Control is Paramount: Exposure to humidity is the chief enemy. Agglomeration and hard caking from moisture can block hoppers and silos. Store material in a dedicated, cool, dry, and well-ventilated indoor space. Aim for conditions below 50% relative humidity and a stable temperature between 15-25°C (59-77°F).
Packaging and Stacking Best Practices: Always inspect bags upon receipt. Use pallets to prevent floor moisture ingress and facilitate safe forklift handling. Never stack bags directly against exterior walls. Adhere strictly to the “First-In, First-Out” (FIFO) principle to minimize long-term storage risk. For partially used bags, transfer contents to an airtight container or use bag clamps to reseal liners immediately.

Part 2: Transport – Ensuring Uncompromised Delivery
The transportation phase requires active vigilance to safeguard product integrity.
Inspection is Key: Implement a rigorous inspection protocol. Upon receipt, check each container for punctures, tears, water stains, or unusual compaction. Document any damage with photos and notify the carrier and supplier promptly. This traceability is vital for supply chain accountability.
Optimal Handling and Conditions: Prefer mechanical handling using forklifts with appropriate attachments. Specify that carriers provide clean, dry, and weatherproof trailers. Do not co-transport with contaminants like strong acids or chlorinated compounds. For long-distance or sea freight through humid climates, consider climate-controlled containers.


Part 3: On-Site Handling – Operational Safety and Precision
This phase focuses on personnel safety and process integration.
Dust Management and PPE: Implement Local Exhaust Ventilation (LEV) at transfer points like bag dumping stations. A baseline PPE (Personal Protective Equipment) regimen should include safety goggles, nitrile gloves, and an N95 dust mask. For large spills or prolonged work, upgrade to coveralls and a higher-grade respirator.

Spill Response: For minor spills, use dry tools for collection. Critically, avoid using water jets on dry spills, as rapid CO₂ gas generation can pose a displacement hazard in confined spaces. For major incidents, evacuate non-essential personnel, contain the area, and use industrial dust-collection vacuums for recovery.

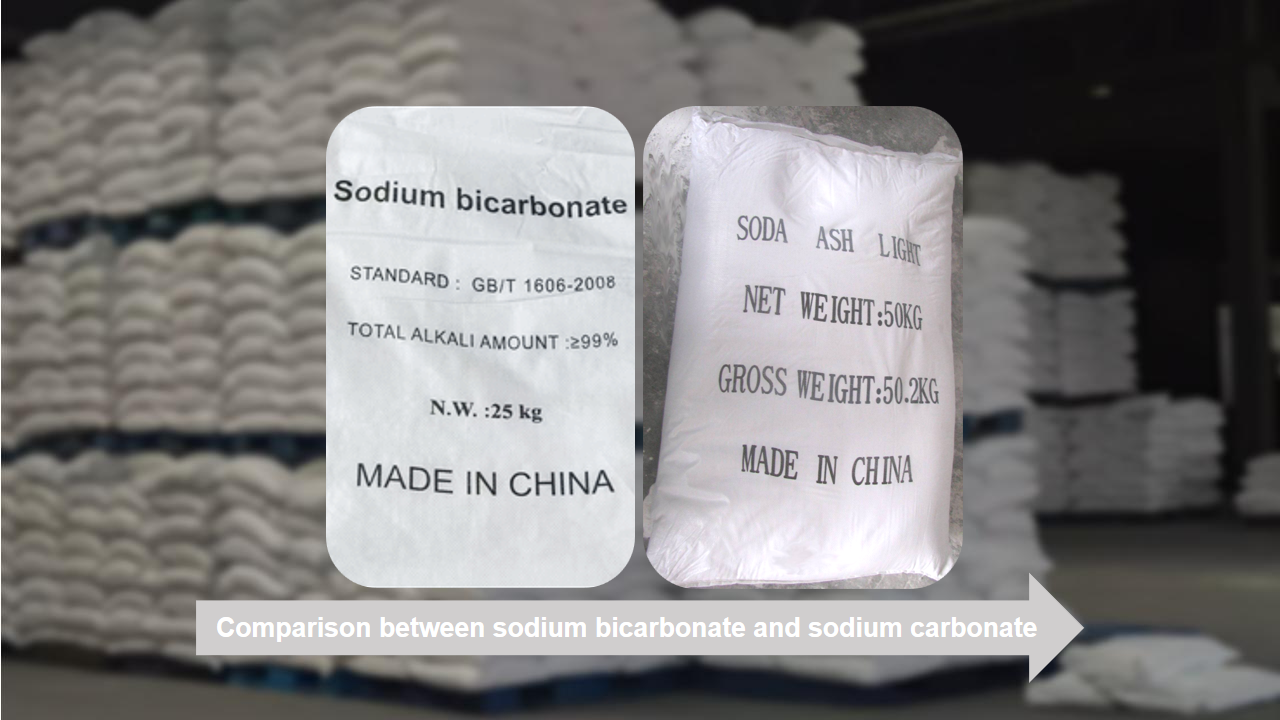
Critical Differentiation from Soda Ash: A common and costly error is confusing Sodium Bicarbonate (NaHCO₃) with Soda Ash (Na₂CO₃). Their similar names belie different chemical properties. Always:
Store in separate, clearly labeled areas.
Use dedicated equipment (scoops, hoses) for each.
Train all personnel on the visual and hazard differences. This prevents cross-contamination and ensures batch accuracy.
Conclusion: Safety as a Strategic Advantage
Proactive management of industrial sodium bicarbonate handling is a strategic investment. It reduces downtime, ensures consistent quality, minimizes waste, and boosts workplace safety culture. Partnering with a supplier who provides both high-purity product and expert technical support turns a raw material into a foundation for reliable production.
We are committed to being that partner. We supply consistent, high-purity industrial sodium bicarbonate, backed by the expertise to help you implement these safety and handling best practices.
Call to Action
Optimize your safety and operational protocols. Contact our technical sales team today to:
Request a tailored storage and handling assessment for your facility.
Learn about our protective packaging options that extend shelf-life.
Discuss your application needs and arrange for a product sample.