Tailor-Made Soda Ash: Unlocking Optimal Performance for Your Specific Applications
Soda Ash — when this essential industrial material fails to meet your precise operational requirements, does it limit your product quality, production efficiency, or cost-effectiveness? In today’s competitive manufacturing landscape, settling for generic-grade material often means compromising your potential. As established manufacturers with deep technical expertise, we specialize in developing deeply customized solutions that address your unique challenges. Through precise parameter adjustments and application-focused formulations, we help you achieve superior results across various industrial processes.

The Technical Foundation of Custom Solutions
Our customization capabilities stem from comprehensive control over the fundamental properties of sodium carbonate. We recognize that different applications demand specific characteristics, and our technical team excels at tailoring these parameters to match your exact requirements

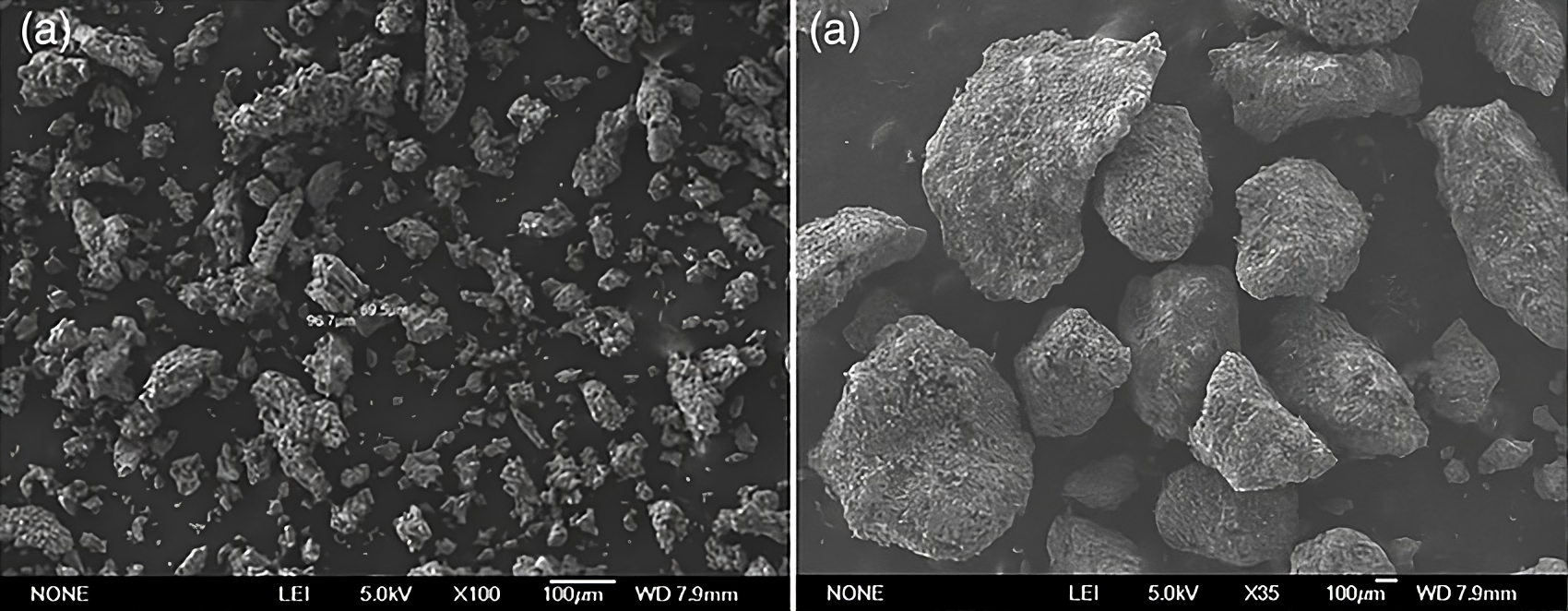
Particle Size & Distribution Control
The granular profile of this essential alkali significantly impacts its performance across applications. Our engineering team can precisely calibrate particle size distributions from coarse to fine specifications. For glass manufacturing, optimal particle sizing enhances melting efficiency and homogeneity in furnaces. In detergent production, controlled distribution ensures uniform mixing and consistent dissolution rates.

Bulk Density Engineering
Beyond basic chemical composition, the physical characteristics of disodium carbonate play a crucial role in operational efficiency. We engineer bulk density to align with your handling systems, packaging requirements, and transportation considerations. Proper density customization can reduce packaging costs, maximize storage utilization, and improve flow characteristics in automated feeding systems.



Specific Chemical Composition Management
Advanced applications demand precise chemical specifications. Our stringent quality control protocols enable us to maintain critical impurity levels within tight tolerance ranges. For specialty glass production, we control iron content to maintain optical clarity. Food-grade applications require strict heavy metal limits, while electronic applications may demand ultra-low boron concentrations.

Real-World Applications: Custom Soda Ash Solving Industrial Challenges
Overcoming Humidity Challenges in Southeast Asian Detergent Production
A major Vietnamese detergent manufacturer struggled with severe caking issues during monsoon seasons. Our solution involved developing a specialized light ash with enhanced anti-caking properties through surface treatment technology. Combined with upgraded moisture-resistant packaging, this custom formulation eliminated caking problems and ensured consistent flow through automated systems.
Optimizing Glass Production with Local Raw Material Integration
A South African glass container manufacturer sought to incorporate more locally sourced materials while maintaining product quality standards. Through comprehensive analysis, we developed a dense ash variant with adjusted calcium and magnesium ratios that compensated for variability in local silica sand. This tailored approach stabilized their melting process and improved yield rates.

Enhancing Water Treatment Efficiency in South America
A Brazilian water treatment chemical producer needed to improve the dissolution characteristics of their powder formulations. We developed a high-reactivity sodium carbonate with precisely engineered particle morphology that increased dissolution rates by approximately 15%. This improvement translated to more effective flocculation and reduced processing time.
Our Collaborative Development Process
We believe that effective customization requires partnership and deep understanding of your operational environment. Our structured approach ensures solutions that deliver measurable results
1.Comprehensive Needs Assessment
Our technical specialists engage in detailed discussions to understand your process parameters, challenges, and objectives.

2.Laboratory Development and Sample Production
Leveraging our advanced R&D facilities, we develop prototype formulations tailored to your specific requirements.

3.Performance Validation and Refinement
Your team tests the custom material in actual operating conditions while we gather performance data.
4.Consistent Production and Reliable Supply
Once finalized, we implement rigorous quality control protocols and dedicated production lines to ensure consistent batch-to-batch quality.
Unlock Your Competitive Advantage with Custom Solutions
In today’s demanding industrial environment, the right raw materials can significantly impact your operational efficiency, product quality, and bottom line. Generic solutions often fall short of addressing specific challenges or capturing potential opportunities for optimization.
Our tailored soda ash formulations have helped manufacturers across multiple industries achieve measurable improvements in process efficiency, cost reduction, and product performance.
Contact our technical specialists today to discuss your specific requirements. Let us demonstrate how tailor-made sodium carbonate can optimize your processes, improve your products, and strengthen your competitive position in the marketplace.